To reduce the levels of suspended and total dissolved solids in a boiler, water is periodically discharged or blown down. High dissolved solids concentrations can lead to foaming and carryover of boiler water into the steam. This could lead to water hammer, which may damage piping, steam traps, or process equipment. Surface blowdown removes dissolved solids that accumulate near the boiler liquid surface and is often a continuous process.
Suspended and dissolved solids can also form sludge. Sludge must be removed because it reduces the heat-transfer capabilities of the boiler, resulting in poor fuel-to-steam efficiency and possible pressure vessel damage. Sludge is removed by mud or bottom blowdown.
During the surface blowdown process, a controlled amount of boiler water containing high dissolved solids concentrations is discharged into the sewer. In addition to wasting water and chemicals, the blowdown process wastes heat energy, because the blowdown liquid is at the same temperature as the steam produced—approximately 366°F for 150-pounds-per-square-inch-gauge (psig) saturated steam—and blowdown heat recovery systems, if available, are not 100% efficient. (Waste heat may be recovered through the use of a blowdown heat exchanger or a flash tank in conjunction with a heat recovery system. For more information, see Steam Tip 10, Recover Heat from Boiler Blowdown
Advantages of Automatic Control Systems
With manual control of surface blowdown, there is no way to determine the concentration of dissolved solids in the boiler water, nor the optimal blowdown rate. Operators do not know when to blow down the boiler, or for how long. Likewise, using a fixed rate of blowdown does not take into account changes in makeup and feedwater conditions, or variations in steam demand or condensate return.
An automatic blowdown-control system optimizes surface-blowdown rates by regulating the volume of water discharged from the boiler in relation to the concentration of dissolved solids present. Automatic surface-blowdown control systems maintain water chemistry within acceptable limits, while minimizing blowdown and reducing energy losses. Cost savings come from the significant reduction in the consumption, disposal, treatment, and heating of water.
How it Works
With an automatic blowdown-control system, high- or low-pressure probes are used to measure conductivity. The conductivity probes provide feedback to a blowdown controller that compares the measured conductivity with a set-point value, and then transmits an output signal that drives a modulating blowdown release valve.
Conductivity is a measure of the electrical current carried by positive and negative ions when a voltage is applied across electrodes in a water sample. Conductivity increases when the dissolved ion concentrations increase.
The measured current is directly proportional to the specific conductivity of the fluid. Total dissolved solids, silica, chloride concentrations, and/ or alkalinity contribute to conductivity measurements. These chemical species are reliable indicators of salts and other contaminants in the boiler water.
Applications
Boilers without a blowdown heat-recovery system and with high blowdown rates offer the greatest energy-savings potential. The optimum blowdown rate is determined by a number of factors, including boiler type, operating pressure, water treatment, and makeup-water quality. Savings also depend upon the quantity of condensate returned to the boiler. With a low percentage of condensate return, more makeup water is required and additional blowdown must occur. Boiler blowdown rates often range from 1% to 8% of the feedwater flow rate, but they can be as high as 20% to maintain silica and alkalinity limits when the makeup water has a high solids content.
Price and Performance Example
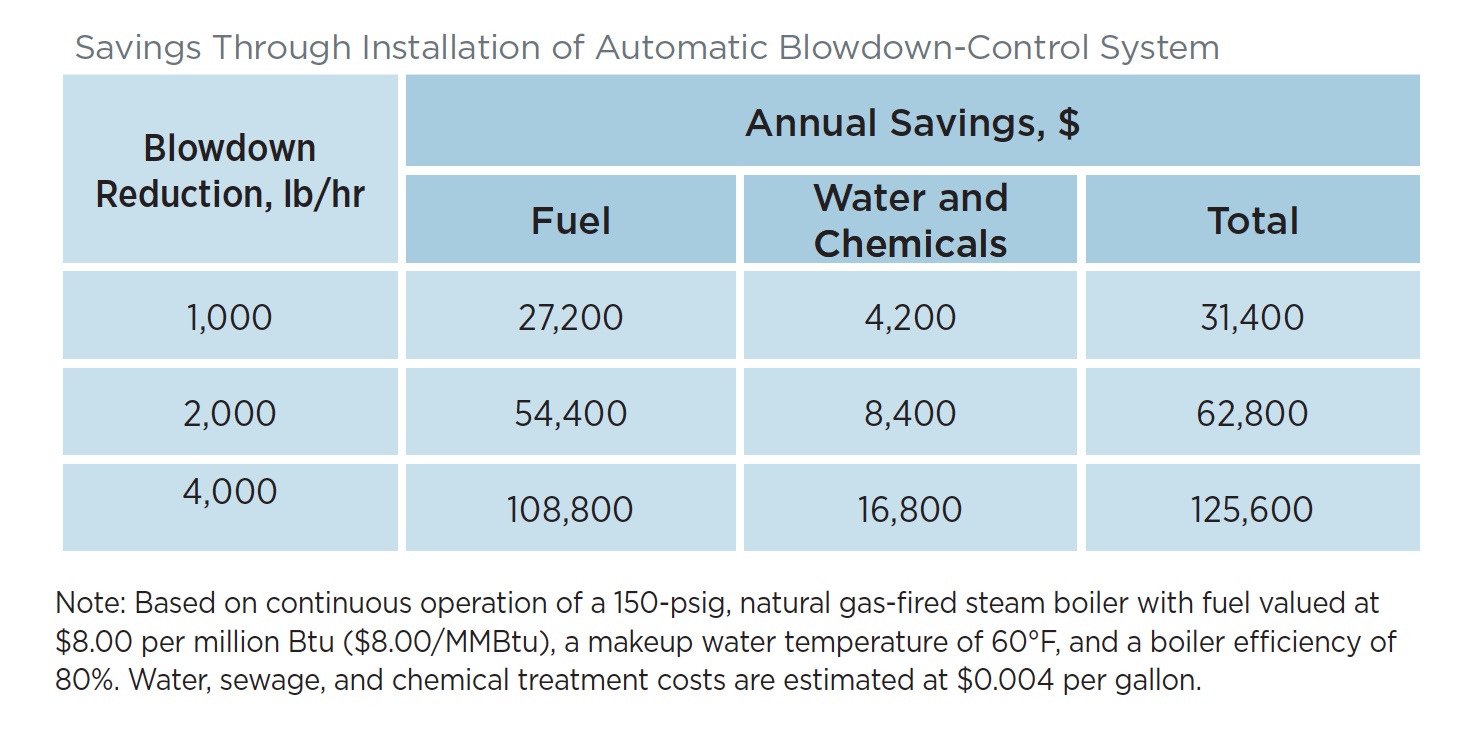
For a 100,000 pound-per-hour (lb/ hr) steam boiler, decreasing the required blowdown rate from 8% to 6% of the feedwater flow rate will reduce makeup water requirements by approximately 2,300 lb/hr. (See Steam Tip Sheet #9, Minimize Boiler Blowdown.) Annual energy, water, and chemicals savings due to blowdown rate reductions for a sample system are summarized in the table below. In many cases, these savings can provide a 1- to 3-year simple payback on the investment in an automatic blowdown-control system.
Purchasing and installing an automatic blowdown-control system can cost from $2,500 to $6,000. The complete system consists of a low- or high-pressure conductivity probe, temperature compensation and signal conditioning equipment, and a blowdown-modulating valve. Some systems are designed to monitor both feedwater and blowdown conductivity from multiple boilers. A continuous conductivity recording capability might also be desired. The total cost of the automatic blowdown system is dependent upon the system operating pressure and the design and performance options specified.
This tip is provided by the U.S. Department of Energy – Energy Efficiency and Renewable Energy. For suggested actions and resources, click to download the complete US Department of Energy Tip Sheet.
