
In recent years, wireless technology has made a significant impact to improve industrial steam system operations, cut energy waste and enhance safety. As the technology has continued to advance, expanding the use of wireless networks and sensors has become dramatically more cost-effective as compared to wired alternatives, with faster installation time and minimal disruption. Here are a few of the technologies we highly recommend:

SteamEye Steam Trap Monitoring
Let’s face it, at any given time a percentage of your steam traps have failed, and you just don’t have the staff to test them frequently. Besides, the trap you check on Tuesday may fail Wednesday — and not be scheduled for a recheck until next year—leaving the median time of discovery at 6 months. With an average steam trap failure rate of 5% – 20% that can add up to significant energy losses. SteamEye is a steam trap monitoring system that uses a wireless transmitter to detect temperature and ultrasonic fluctuations in steam flow. It uses a radio frequency (RF) wireless transmitter mounted at the inlet of any type of steam trap to detect temperature and ultrasonic fluctuations in steam flow. A central receiver then alerts system operators of trap failure. Here are two scenarios where Steam Eye has made an impact:
- Scenario 1: Reducing Failure Rate
- A large university had over 4,300 steam traps located over 13.9 miles of underground steam and condensate lines and 2.3 miles of utility tunnels. Their steam trap failure rate was nearly 25% so they chose to install SteamEye monitors which measures and manages their steam trap data to improve the steam system and maintenance of the steam traps. As a result, the university has reduced steam consumption while increasing their campus footprint, lowering lowered their steam trap failure rate from 25% to 1.4%.
- Scenario 2: Hospital cuts steam consumption
- A large hospital, built in the 1950s, faced the high cost of getting steam from the city’s steam loop and desired to cut energy costs. To identify where steam loss was occurring they installed a SteamEye monitoring system. A full steam trap survey was conducted and they retrofitted 76 high and medium pressure steam traps. The hospital was able to cut steam consumption by an average of 4,000 pounds per hour with a substantial savings. The customer also recognized a simple payback within two years of installing SteamEye.
AIM – Armstrong Intelligent Monitoring (Acoustic and Temperature)
Three constant challenges that plant managers and maintenance personnel face in the operation of any system include:
- 1.Identifying a failure: ability to immediately pinpoint what has failed, when it failed and where it failed.
- 2.Evaluating the scope: comprehending the magnitude of the failure related to process and utility systems.
- 3.Measuring the impact: accurately calculate the costs including process disruptions, wasted energy andplant shut downs, safety hazards and fines levied.
AIM enables your team to tackle all three challenges with one wireless system solution that combines a mix of methods including acoustic and temperature monitoring. Here are three scenarios where AIM has provided pinpoint detection and notification of failures:
- Scenario 1: Condensate Back Up Caused by Steam Trap Malfunctions
- The customer was experiencing problems with multiple steam traps that caused condensate to back up into their steam turbine. This issue caused severe downtime and decreased performance, directly affecting their bottom line. After installing AIM on the affected steam traps, the customer was made aware of the problem and were able to react immediatly before condensate back up became an issue.
- Scenario 2: Leaking Isolation Shut Off Valves
- The customer experienced problems identifying the location of a leaking isolation shut off valve. When leaking shut off valves bypass materials for critical process, production efficiency decreases significantly. AIM was installed to acoustically monitor and identify when and where leaks occurred along the line. If a potential leak was identified, the customer would be immediately notified to avoid even more leakage.
- Scenario 3: Pump Trap Failure
- Pump trap failure caused condensate backup, flooding coils and process equipment, causing harm to the customer’s steam system and equipment. An AIM system was installed to wirelessly monitor the skin temperature of any pipe, vessel or piece of equipment. As a result, early detection of reduced inlet condensate temperature to the pump trap allowed the customer to prevent potential failure.
AIM helps you work smarter by anticipating your needs and taking the guess work out of system troubleshooting enabling you to address problems before they spiral out of control.
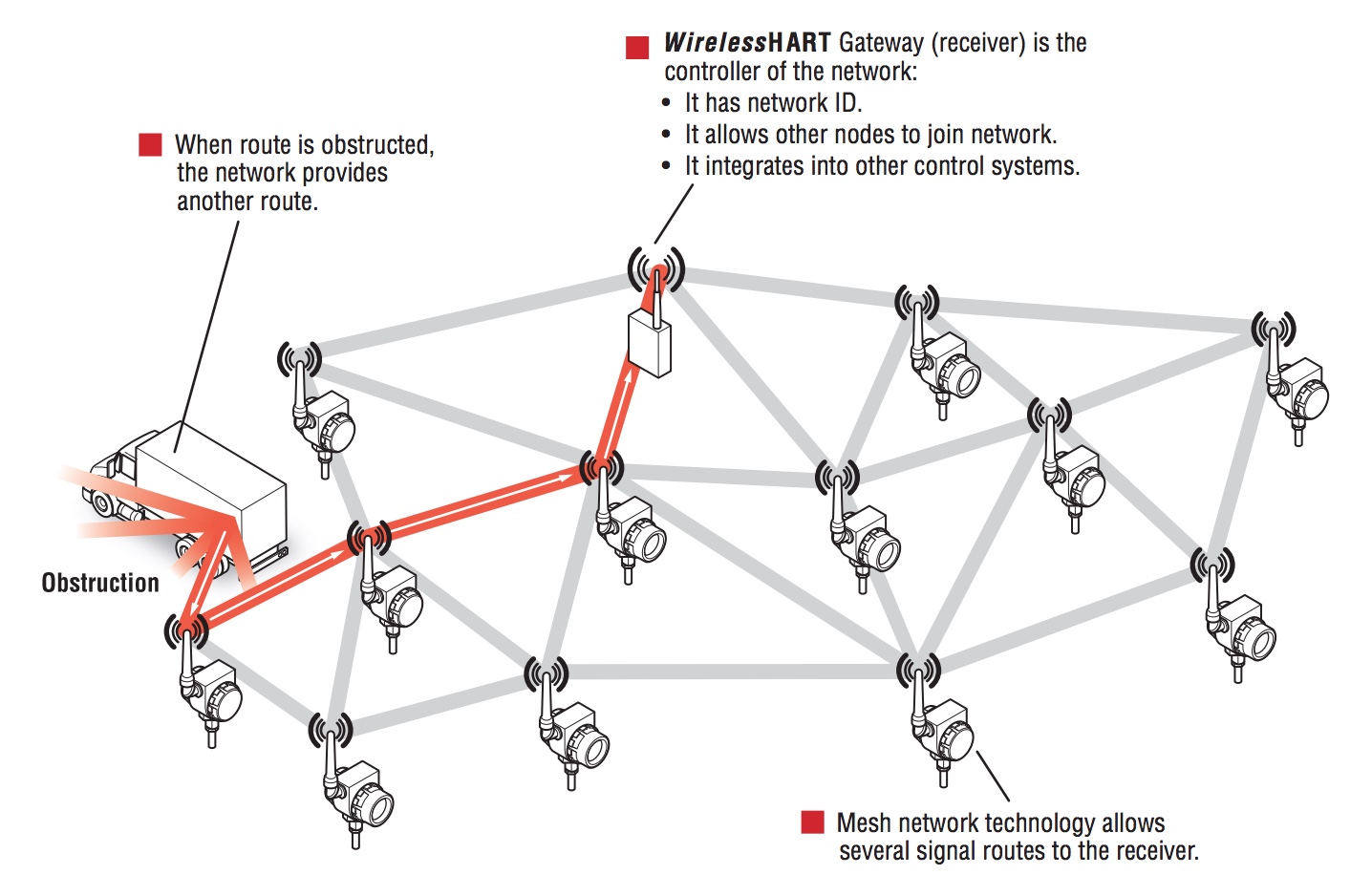
Wireless HART
More HART products are installed in more plants around the world than any other. AIM works through a centrally located wireless gateway that enables real time, 24/7 monitoring. It easily connects and organizes WirelessHART devices to your host system while providing security, scalability, and data reliability. HART’s wireless technology allows users to access the vast amount of unused information stranded in these installed smart devices. It also provides a cost-effective, simple and reliable way to deploy new points of measurement and control without the wiring costs.
Work Smarter – Not Harder
According to research*, wireless technology can provide:
- 60% less cost per device – less cabling and conduit, calibration-free, no training and low power
- 65% less time per device – less engineering, non-intrusive, faster commissioning, quick deployment, easy integration
- 95% less rack room footprint – no junction boxes, marshalling cabinets or input/output cards
Campbell-Sevey offers an extensive line of wireless solutions to fit your industrial applications. Contact us to learn more about wireless options and how you can take advantage of the benefits going wireless provides. *Emerson