
Shell and tube heat exchangers or plate heat exchangers use a primary fluid such as steam to heat a process fluid. What many people don’t know is that heat exchangers, like the Graham Heliflow Heat Exchanger, have many applications, even in difficult conditions.
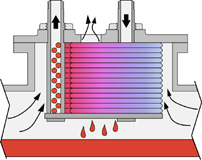
Graham created the Heliflow to be exceptionally versatile, yielding heat transfer rates that can be more than 40% better than typical shell and tube designs. The Heliflow Heat Exchanger encompasses a spiral coil, comprised of multiple parallel tubes mounted within a casing. The case/coil construction creates a spiral flow path providing true counterflow.
The many advantages of the unique Graham Heliflow make it an efficient heat exchanger for a wide range of applications; some of which include:
- Liquid-to-liquid
- Cryogenic
- High pressure
- Clean steam generators
- Blowdown
- Natural gas heaters
- Vent condensers
- Mechanical seal coolers
- Compressor inter/aftercoolers
- Supercritical fluid
- Feedwater preheaters
- Lethal service
- Steam or process fluid vaporizers
- Boiler or process sample coolers
- Hot water heaters
- High temperature
- Freeze condensers
- Hydraulic/lube oil coolers
Liquid-to-liquid
The Graham Heliflow is ideally suited for applications that have a liquid-to-liquid service requiring a heat exchanger.
When designing the exchanger, the “dirty” fluid should be on the shellside of the unit. The Heliflow makes shellside cleaning easy. Cleaning can be done in-place, without breaking shellside or tubeside pipe connections. The flow pattern is 100% countercurrent that maximizes the temperature differential and thermal efficiency.
Cryogenic
Graham has conducted extensive research and development in the area of cryogenic vaporizers. Our research and many years of proven experience in this area confirm that the Heliflow heat exchanger is excellent for cryogenic applications. The unique tube coil of the Heliflow can easily accommodate the large temperature differentials that are typical in cryogenic units.
Heliflow Heat Exchangers often use cryogenic fluids as the cooling medium; alternately, Heliflows can be used to vaporize fluids, such as N2, O2, CO2, or other fluids. For information on this subject, refer to the Graham article titled Convective flow boiling in coiled tubes.
High pressure
High pressure applications are another way to utilize the Heliflow Heat Exchanger. The tubeside of the exchanger does not rely on gaskets for sealing, and can be designed to 15,000 psig. A key advantage that a Heliflow offers is that it has no flat sided pressure bearing surfaces that quickly become thick as design pressure increases.
A Heliflow uses tubing and pipe to contain the tubeside’s usually high operating pressure fluid.
The shellside of the unit can be rated for pressures up to 5,000 psig.
To read more on the subject, go to: Flyer-High_Pressure_Application
Clean steam generators
The Graham Heliflow meets the need for clean, chemical-free steam. This technology has been developed over the past 60 years to take advantage of the Heliflow coiled tube geometry. The stacked tube layout eliminates problems caused by thermal expansion and cycling. In addition, this design promotes nucleate boiling, resulting in superior heat transfer efficiency.
The Graham Clean Steam Generator is designed to produce clean, chemical-free steam from clean feed water, using plant steam as the energy source.
Blowdown
Boiler blowdown and process sample coolers are perfect applications for a Heliflow heat exchanger. The compact size of the Heliflow fits into tight spaces. Also, the Heliflow design can withstand the cyclic nature of blowdown service.
Natural gas heaters
When natural gas is passed through a pressure reducing station, it decreases in temperature. The compact Heliflow design is often used to increase the temperature of the natural gas.
Vent condensers
Heliflow Heat Exchanger technology is at the heart of Graham’s vent condensers.
Vent condensers are often used on storage tanks to reclaim products contained in the tank and control the harmful emissions that escape from the tank to atmosphere. During the day, the sun heats the fluid in the tank. The increase in the system’s temperature will cause the vapors in the tank to expand and increase vaporization of the volatile components as their vapor pressures increase. By installing a vent condenser on the vessel, the condensable vapors are reclaimed and refluxed back into the storage tank.
In addition to the venting caused by temperature changes, vapors are exhausted to atmosphere as the tank is filled. The vent condenser experiences the greatest thermal duty when the tank is being filled. The heat exchanger, therefore, should be sized based on the filling case.
Graham has taken the lead in reducing VOC (volatile organic compound) emissions with our design of specialized vent condensers. These units often are used to recover valuable product and reduce the load on downstream pollution control equipment at the same time.
Contact Campbell-Sevey
To learn more about which heat exchanger is right for your situation, contact the team at Campbell-Sevey.