
Stall is easily defined as a condition in which heat transfer equipment is unable to drain condensate and becomes flooded due to insufficient system pressure. It happens for a variety of reasons, but it always comes back the fact that there is not always enough system pressure to return the condensate.
Over the years there have been a variety of “solutions” that would all alleviate the stall scenario, but which of the following solutions is considered the best?
- 1.Installation of a Vacuum Breaker
- 2.Installation of a Positive Pressure System
- 3.Installation of a Safety Drain
- 4.Installation of a Pump Trap in a Closed System
And the answer is…
4. Installation of a Pump Trap in a Closed System
The benefits of using a pump trap in a closed system to solve the problem of “stall” can provide multiple benefits that reduce maintenance, improve performance, increase equipment life, and provide significant cost savings in installation and operation. Here is an outline from Armstrong on understanding and solving equipment stall in fluid handling.
Armstrong Fluid Handling Understanding and Solving Equipment Stall
Everyone has heard of it, everyone has seen or experienced it. So why is there so much mystery surrounding equipment “stall”. Stall can most easily be defined as a condition in which heat transfer equipment is unable to drain condensate and becomes flooded due to insufficient system pressure.
What causes stall?
Stall occurs primarily in heat transfer equipment where the steam pressure is modulated to obtain a desired output (i.e. product temperature). The pressure range of any such equipment ( coils, shell & tube, etc.…) can be segmented into two (2) distinct operational modes: Operating and Stall
Operating: In the upper section of the pressure range the operating pressure (OP) of the equipment is greater than the back pressure (BP) present at the discharge of the steam trap. Therefore a positive pressure differential across the trap exists allowing for condensate to flow from the equipment to the condensate return line.
Stall: In the lower section of the pressure range the operating pressure (OP) of the equipment is less than or equal to the back pressure (BP) present at the discharge of the steam trap. Therefore a negative or no pressure differential exists, this does not allow condensate to be discharged to the return line and the condensate begins to collect and flood the equipment.
Effects of “stall”
In a stall condition condensate accumulates within the equipment. When equipment becomes flooded by stalled condensate a variety of problems ranging from minor to catastrophic failure will occur.
Problems associated with stall:
- Inadequate condensate drainage
- Waterhammer (Thermal shock)
- Frozen coils
- Corrosion due to cool condensate and the formation of Carbonic acid
- Poor temperature control
- Short equipment life
- Control valve hunting (system cycling)
- Reduction in heat transfer capacity
Factors contributing to “stall”
Stall happens for a variety of reasons, but it always comes back the fact that there is not always enough system pressure to return the condensate. The lack of sufficient pressure in the equipment may be caused by anyone of the following:
- Oversized equipment (excessive surface area)
- Overly conservative fouling factors
- Back pressure at equipment discharge due to elevation or pressure in the line
- Modulating control
- Equipment operating at lower pressures due to light load demands
- Vacuum
Many types of heat transfer equipment are susceptible to stall because they are designed with excessive safety factors built into the design. In attempting to provide an extremely robust heat exchanger, equipment manufactures and engineers often “over design” equipment which often lends itself to a stall scenario.
Solutions?
The problems of equipment stall are well known and well documented. Over the years there has been a variety of so called “solutions” that would all alleviate the stall scenario.
> Installation of a vacuum breaker:
Objective:
To relieve a vacuum within equipment allowing for condensate drainage.
Shortcoming:
- 1.This practice will only help if the condensate is gravity drain to atmosphere, any pressure present at the discharge of the trap will not allow condensate drainage.
- 2.Allows undesirable air into the system.
- 3.Vacuum breakers often fail due to a poorly chosen location downstream of the equipment causing a build-up of scale/sediment impeding the operation. Such a location may also allow the hydrostatic pressure of a vertical water column to keep the vacuum breaker closed in a small vacuum.
- 4.Loss of valuable flash steam
> Installation of a safety drain:
Objective:
The use of a second steam trap located above the primary trap which discharges condensate to drain when the system goes into a stall condition.
Shortcoming:
A significant amount of condensate/flash steam and valuable BTU’s are lost down the drain when the system is in stall. Stall load may as high as 90% or more of the design load, therefore 90% of the condensate coming from the equipment goes down the drain
> Installation of a positive pressure system:
Objective:
The use of air or other gas to maintain set pressure to ensure a positive pressure differential across the trap allowing for condensate drainage.
Shortcomings:
Injects a significant amount of undesirable air into the equipment. This large amount of air may cause multiple problems:
- 1.Air acts as an insulator thereby decreasing the heat transfer capacity of the equipment.
- 2.A heavy dependence on air vents to evacuate the air from the equipment.
- 3.Air vents may be open a significant amount of time allowing for loss of valuable BTU’s.
> The Solution: Closed System Pump Trap
The application of a “closed” system pump trap on your modulating steam equipment can provide the following benefits:
- Continuous condensate drainage, even in a vacuum
- Eliminates the need for vacuum breakers
- Saves valuable flash steam from escaping into the atmosphere
- No need to run expensive vent lines
- Size pump traps on stall load, resulting in smaller pumps and less cost
- No rotating seals, cavitation, or NPSH requirements
- Negligible operating cost
- Longer equipment life
- Reduced corrosion
- Better temperature control
- Reduced maintenance…….and more
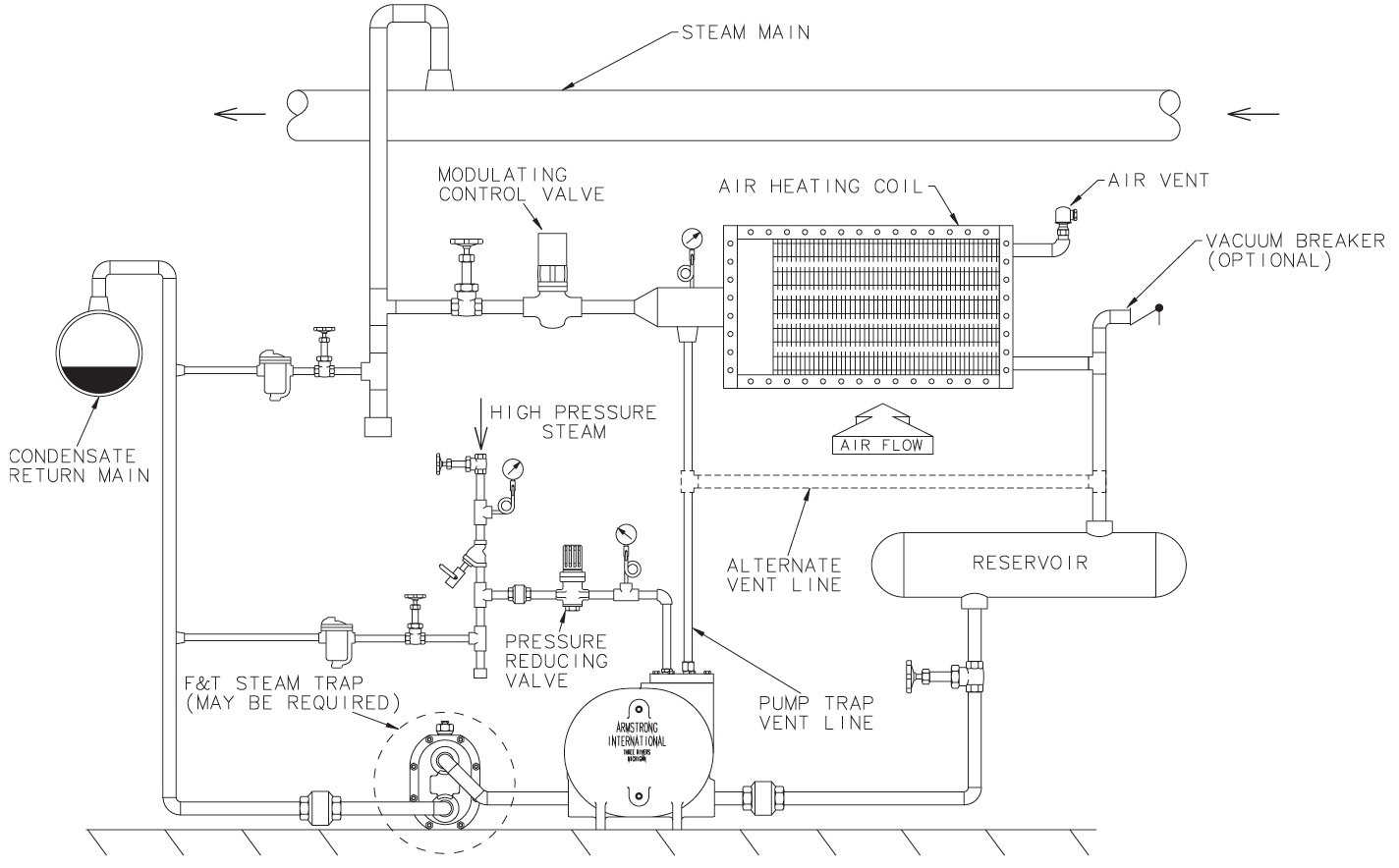
The Closed Loop Concept
The closed loop application of a pump trap is based around one basic concept: To equalize the pressure in the heat exchange equipment and the pump trap thereby allowing condensate to drain by gravity to the pump trap.
The equalization of pressure is accomplished by:
- 1.Connecting the vent of the pump trap to the inlet steam side of the equipment or to a condensate receiver upstream of the pump trap.
- 2.Placing the steam trap on the outlet side of the pump trap or eliminating the steam trap altogether
Conclusion
The benefits of using a pump trap in a closed system to solve the problem of “stall” can provide multiple benefits that reduce maintenance, improve performance, increase equipment life, and provide significant cost savings in installation and operation. Applications for applying pump traps in closed systems to eliminate problems with stall exist at almost every facility.
To learn more click to download the full Armstrong Fluid Handling Understanding and Solving Equipment Stall paper or contact the team at Campbell-Sevey.