

Minimizing your blowdown rate can substantially reduce energy losses, as the temperature of the blown-down liquid is the same as that of the steam generated in the boiler. Minimizing blowdown will also reduce makeup water and chemical treatment costs.
As water evaporates in the boiler steam drum, solids present in the feedwater are left behind. The suspended solids form sludge or sediments in the boiler, which degrades heat transfer. Dissolved solids promote foaming and carryover of boiler water into the steam. To reduce the levels of suspended and total dissolved solids (TDS) to acceptable limits, water is periodically discharged or blown down from the boiler. Mud or bottom blowdown is usually a manual procedure done for a few seconds on intervals of several hours. It is designed to remove suspended solids that settle out of the boiler water and form a heavy sludge. Surface or skimming blowdown is designed to remove the dissolved solids that concentrate near the liquid surface. Surface blowdown is often a continuous process.
Insufficient blowdown may lead to carryover of boiler water into the steam, or the formation of deposits. Excessive blowdown will waste energy, water, and chemicals. The optimum blowdown rate is determined by various factors including the boiler type, operating pressure, water treatment, and quality of makeup water. Blowdown rates typically range from 4% to 8% of boiler feedwater flow rate, but can be as high as 10% when makeup water has a high solids content.
Example
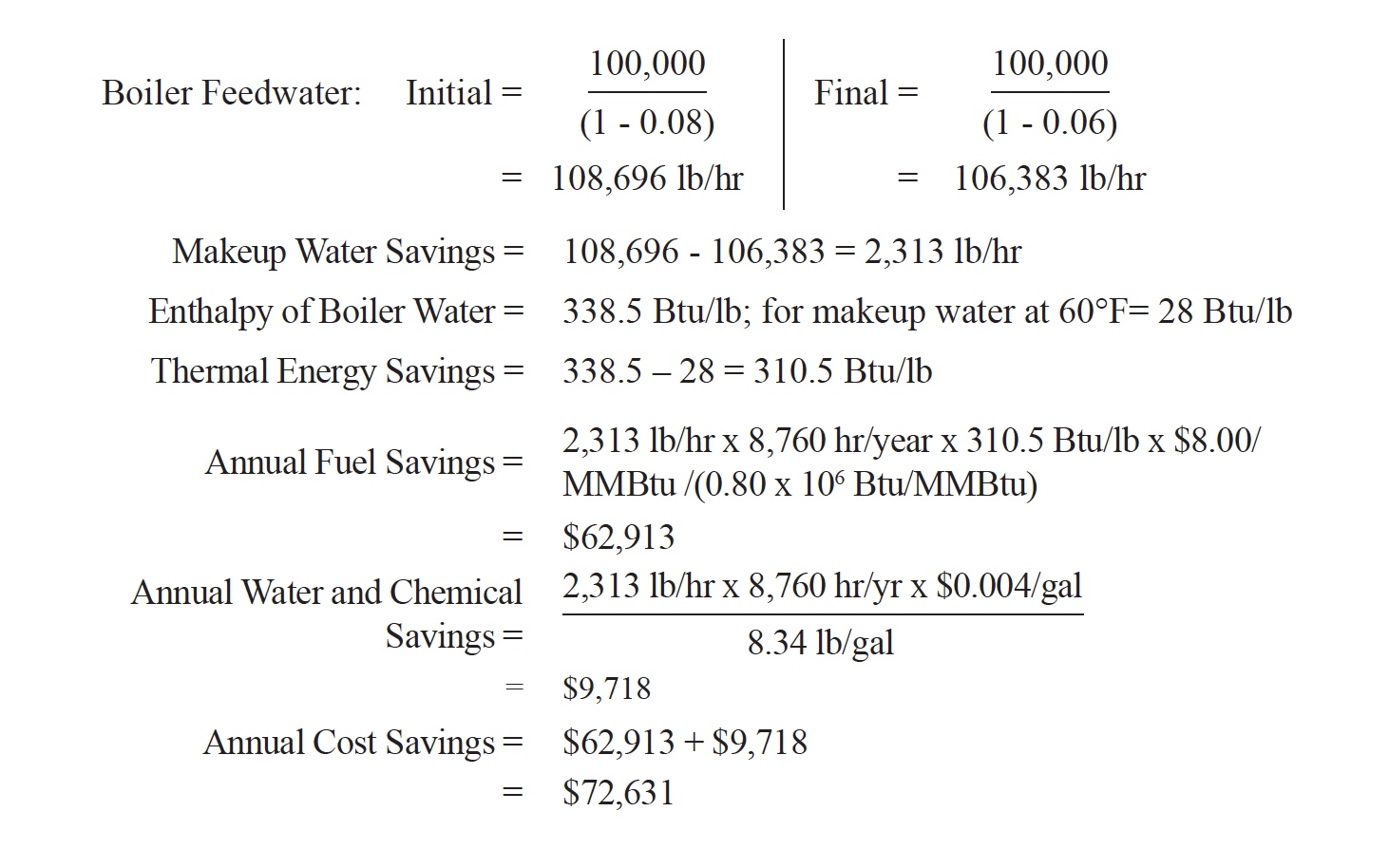
Assume that the installation of an automatic blowdown control system (see page 2) reduces your blowdown rate from 8% to 6%. This example assumes a continuously operating natural gas-fired, 150-psig, 100,000-pound-per-hour (lb/hr) steam boiler. Assume a makeup water temperature of 60°F, boiler efficiency of 80%, with fuel valued at $8.00 per million Btu ($8.00/MMBtu), and the total water, sewage, and treatment costs at $0.004 per gallon. Calculate the total annual cost savings.
Automatic Blowdown Control Systems
These systems optimize surface blowdown by regulating water volume discharged in relation to amount of dissolved solids present. Conductivity, TDS, silica or chlorides concentrations, and/or alkalinity are reliable indicators of salts and other contaminants dissolved in boiler water. A probe provides feedback to a controller driving a modulating blowdown valve. An alternative is proportional control – with the blowdown rate set proportional to the makeup water flow.
Cycles of Concentration
“Cycles of concentration” refers to the accumulation of impurities in the boiler water. If the boiler water contains 10 times the level of impurities in the makeup water, it is said to have 10 cycles of concentration.
This tip is provided by the U.S. Department of Energy – Energy Efficiency and Renewable Energy and originally published by the Industrial Energy Extension Service of Georgia Tech. Click to download the pdf along with resources and suggested actions.