
Installing a condensing economizer can improve overall heat recovery and steam system efficiency by up to 10%.
HOW THEY WORK
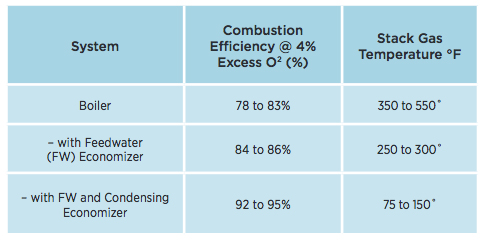
Condensing economizers improve waste heat recovery by cooling the flue gas below its dew point, which is about 135°F for products of combustion of natural gas. The economizer reclaims both sensible heat from the flue gas and latent heat by condensing flue gas water vapor (see chart above).
ENERGY SAVINGS POTENTIAL
According to the Department of Energy, the combustion efficiency caused by the reduced stack gas temperature can lead to sizable energy savings. Consider a natural gas-fired boiler that produces 100,000 lb/hr of 100-psig saturated steam. At 83% efficiency, the boiler firing rate is about 116 MMBtu/hr. At its full firing rate, the boiler consumes over 4,860 lb of natural gas each hour while exhausting 10,938 lb of high temperature water vapor each hour. The water vapor in the flue gas contains over 10.6 MMBtu/hr of latent heat. With current systems much it is wasted.
Assume that an condensing economizer is retrofitted onto this 100,000 lb/hr steam boiler to heat 50% of the makeup water from 55°F to 200°F and flue gases are cooled to 100°F. At these conditions, 12.75 MMBtu/hr of total energy is available in the exhaust, of which 7.55 MMBtu/hr will be recovered to heat makeup water in the condensing economizer. Even more energy could be recovered if additional heat sinks are available.
Given 8,000 hours per year of boiler operation, and a fuel cost of $8.00/MMBtu, the annual energy recovered is valued at:
Annual Savings = 7.55
MMBtu/hr x 8,000 hrs/
yr x $8.00/MMBtu/0.83 =
$582,170
That’s over a half million dollars in annual savings – from just one project!
SO WHY DOESN’T EVERYONE DO IT?
Many boiler applications can benefit from this additional heat recovery, such as district heating systems, wallboard production facilities, greenhouses, food processing plants, pulp and paper mills, textile plants, and hospitals. So why don’t they all do it?
Condensing economizers require site-specific engineering and design, and a thorough understanding of the effect they will have on the existing steam system and water chemistry. That’s where Campbell-Sevey’s expertise in plant steam and recovery systems pays off. Our team provides utility system studies, application engineering, installation supervision, and on-site training.
If you want to increase steam system efficiency by 10% or more and start seeing revenue go to your bottom line instead of up your chimney, contact Campbell-Sevey today.