
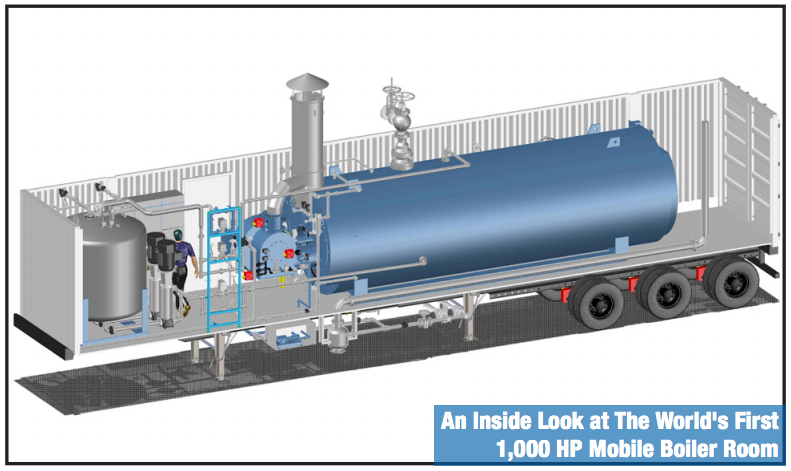
Nationwide Boiler Inc. has designed and begun production of the world’s first 1,000 HP mobile boiler room. This unit will be the largest mobile boiler room available and offers many advantages to customers, including ease of air permitting and higher operating pressures.
The ASME Section I firetube boiler, manufactured by Superior Boiler Works in Hutchinson, Kansas, is designed at 290 psig with operating pressure capabilities ranging from 100 to 260 psig. System components include a Power Flame low NOx burner set to fire natural gas or #2 oil, ASME spray deaerator and duplex feedwater pumps, ASME blowdown separator, chemical feed system, oil pump, and air compressor.
Nationwide Boiler’s standard motor control center panel with the Honeywell RM7800 burner management system with annunciator and a Siemens 353 PID loop controller for parallel positioning combustion control is also included in the arrangement. All equipment will be fully piped and wired and mounted inside a 53 foot container with 3-axle chassis for quick and simple delivery.
The 1,000 HP mobile boiler room adds to Nationwide Boiler’s long list of industry firsts, including the recent production of the world’s largest 110,000 lb/hr, 750 psig / 750F superheat mobile boiler released earlier this year.
Larry Day, Vice President of Sales & Marketing commented, “Nationwide Boiler has a reputation of innovation in our industry. We listen to our customers needs and produce new, innovative products to fulfill and exceed those requests. The 1,000 HP high efficiency boiler has a heat input under 40 million BTUs, offering a big advantage to our customers in Texas. This means that no air permit will be required for operation during typical rental use.”
Nationwide Boiler has provided innovative solutions to the industry since 1967. The company offers the world’s largest saturated and superheat trailer-mounted mobile boilers for rental or for sale, and leads the industry with the most selective catalytic reduction (SCR) system installations for package boilers with their exclusive CataStak™ SCR system for ultra low NOx emissions compliance. The company offers in-stock firetube and watertube boilers and support equipment for temporary and permanent steam plant requirements.
Contact Campbell-Sevey for more information.