
When steam transfers its heat in a manufacturing process, heat exchanger, or heating coil, it reverts to a liquid phase called condensate. An attractive method of improving your power plant’s energy efficiency is to increase the condensate return to the boiler.
Returning hot condensate to the boiler makes sense for several reasons. As more condensate is returned, less make-up water is required, saving fuel, makeup water, and chemicals and treatment costs. Less condensate discharged into a sewer system reduces disposal costs. Return of high purity condensate also reduces energy losses due to boiler blowdown. Significant fuel savings occur as most returned condensate is relatively hot (130°F to 225°F), reducing the amount of cold makeup water (50°F to 60°F) that must be heated.
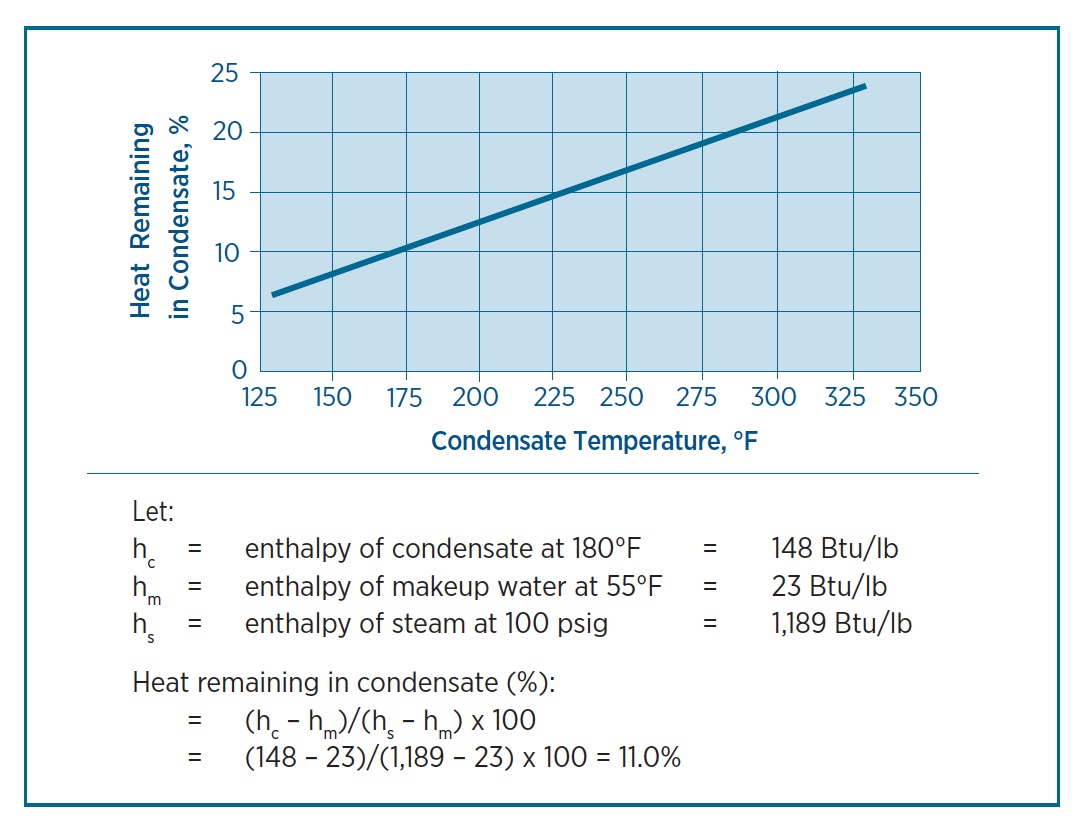
A simple calculation indicates that energy in the condensate can be more than 10% of the total steam energy content of a typical system. The graph shows the heat remaining in the condensate at various condensate temperatures, for a steam system operating at 100 pounds per-square-inch-gauge (psig), with makeup water at 55°F.
Example
Consider a steam system that returns an additional 10,000 pounds per hour (lb/ hr) of condensate at 180°F after distribution modifications. Assume this system operates 8,000 hours annually with an average boiler efficiency of 80%, and makeup water temperature of 55°F. The water and sewage costs for the plant are $0.002 per gallon ($/gal), and the water treatment cost is $0.002/gal. The fuel cost is $8.00 per million Btu ($8.00/MMBtu). Assuming a 12% flash steam loss,* calculate overall savings.
- Annual Water, Sewage, & Chemicals Savings
- = (1 – Flash Steam Fraction) x (Condensate Load, lb/hr) x Annual Operating Hours x (Total Water Costs, $/gal)/ (Water Density, lb/gal)
- = (1 – 0.12) x 10,000 x 8,000 x $0.004 ÷ 8.34
- = $33,760
- Annual Fuel Savings
- = (1 – Flash Steam Fraction) x (Condensate Load, lb/hr) x Annual Operating Hours x (Makeup Water Temperature Rise, °F) x (Fuel Cost, $/MMBtu) x (Heat Capacity of Makeup Water, Btu/lb-°F)/ (Boiler Efficiency x 106 Btu/MMBtu)
- = (1 – 0.12) x 10,000 x 8,000 x (180 – 55) x $8.00 x 1 ÷ (0.80 x 106)
- = $88,000
- Total Annual Savings Due to Return of an Additional 10,000 lb/hr of Condensate
- = $33,760 + $88,000 = $121,760
Condensate Recovery Produces Savings
A large specialty paper plant reduced its boiler makeup water rate from about 35% of steam production to between 14% and 20% by returning additional condensate. Annual savings added up to more than $300,000.
This tip is provided by the U.S. Department of Energy – Energy Efficiency and Renewable Energy and originally published by the Industrial Energy Extension Service of Georgia Tech. Click to download the pdf along with resources and suggested actions.