
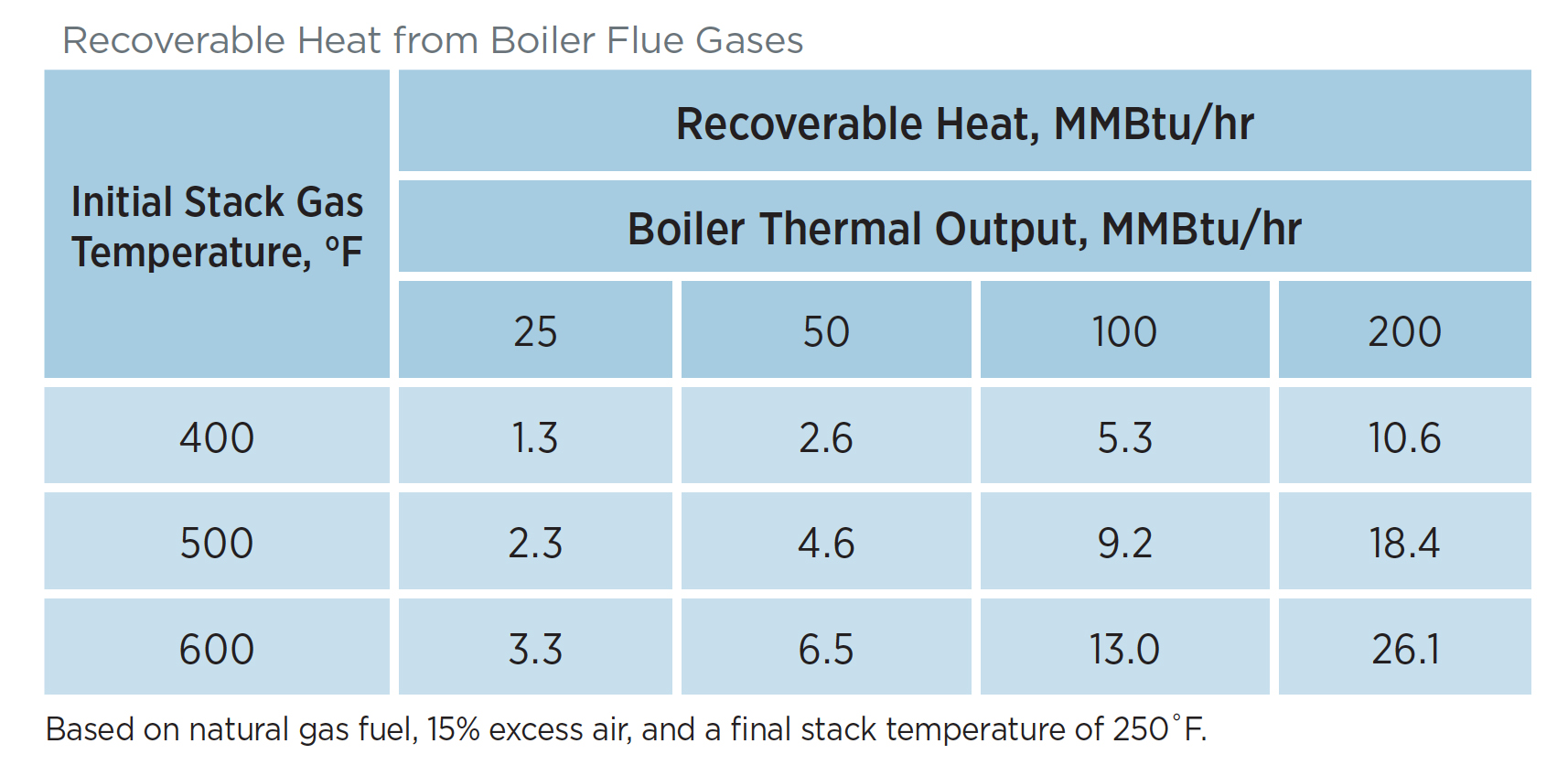
A feedwater economizer reduces steam boiler fuel requirements by transferring heat from the flue gas to incoming feedwater. Boiler flue gases are often rejected to the stack at temperatures more than 100°F to 150°F higher than the temperature of the generated steam. Generally, boiler efficiency can be increased by 1% for every 40°F reduction in flue gas temperature. By recovering waste heat, an economizer can often reduce fuel requirements by 5% to 10% and pay for itself in less than 2 years. The table provides examples of the potential for heat recovery.
Example
An 80% efficient boiler generates 45,000 pounds per hour (lb/hr) of 150-pounds-per-square-inch-gauge (psig) steam by burning natural gas. Condensate is returned to the boiler and mixed with makeup water to yield 117°F feedwater. The stack temperature is measured at 500°F. Determine the annual energy savings that will be achieved by installing an economizer given 8,400 hours per year (hr/yr) of boiler operation at a fuel cost of $8.00 per million Btu ($8.00/MMBtu).
From the steam tables, the following enthalpy values are available:
- For 150-psig saturated steam: 1,195.5 Btu/lb
- For 117 °F feedwater: 84.97 Btu/lb
Boiler heat output = 45,000 lb/hr x (1,195.5 – 84.97) Btu/lb = 50 million Btu/hr
The recoverable heat corresponding to a stack temperature of 500°F and a natural gas-fired boiler load of 50 MMBtu/hr is read from the table (above) as 4.6 MMBtu/hr.
Annual Savings = (4.6 MMBtu/hr x $8.00/MMBtu x 8,400 hr/yr)/0.80 = $386,400
Exhaust Gas Temperature Limits
The lowest temperature to which flue gases can be cooled depends on the type of fuel used: 250°F for natural gas, 300°F for coal and low sulphur content fuel oils, and 350°F for high sulphur fuel oils. These limits are set to prevent condensation and possible corrosion of the stack.
Potential Economizer Applications
A feedwater economizer is appropriate when insufficient heat transfer surface exists within the boiler to remove combustion heat. Boilers that exceed 100 boiler horsepower, operating at pressures exceeding 75 psig or above, and that are significantly loaded all year long are excellent candidates for an economizer retrofit.
To see if a feedwater economizer will improve your energy efficiency, contact the team at Campbell-Sevey.
This tip is provided by the U.S. Department of Energy – Energy Efficiency and Renewable Energy and originally published by the Industrial Energy Extension Service of Georgia Tech. Click to download the original DOE Steam Tip document – Steam Tip 3 – Feedwater Economizers for Waste Heat Recovery.