
When the pressure of saturated condensate is reduced, a portion of the liquid “flashes” to low-pressure steam. Depending on the pressures involved, the flash steam contains approximately 10% to 40% of the energy content of the original condensate. In most cases, including condensate receivers and deaerators, the flashing steam is vented and its energy content lost. However, a heat exchanger can be placed in the vent to recover this energy.
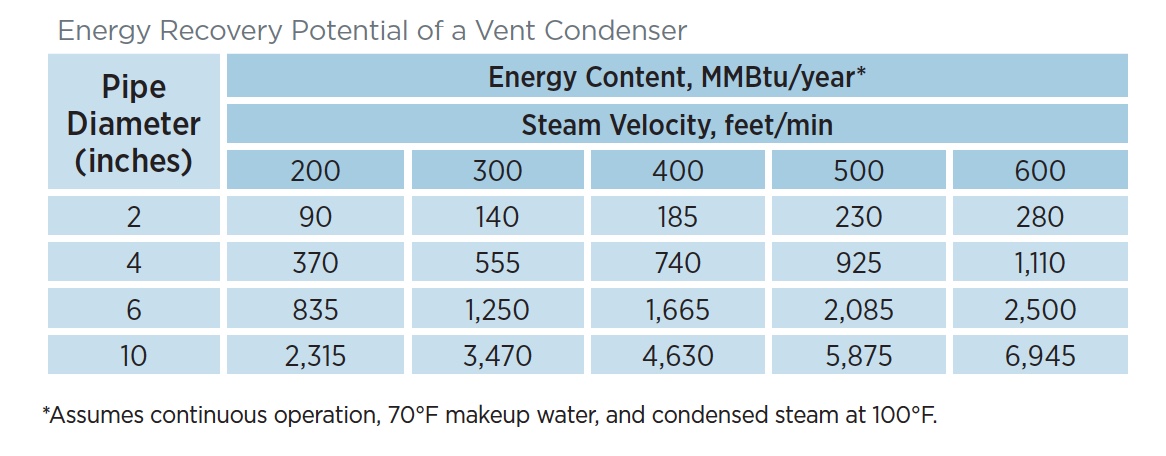
The following table indicates the energy content of flash steam at atmospheric pressure.
Example
Consider a vent pipe with the following conditions:
- Velocity of flash steam: 300 feet per minute
- Diameter of vent pipe: 4 inches
- Hours of operation: 8,000 hours per year (hr/yr)
- Boiler efficiency: 80%
- Cost of fuel: $8.00 per million Btu ($8.00/MMBtu)
A vent condenser could condense the flashed steam, transfer its thermal energy to incoming makeup water, and then return it to the boiler. Energy is recovered in two forms: hotter makeup water and clean, distilled condensate ready for productive use in your operation.
Referring to the table above, the potential energy recovered from the flashed steam is 555 MMBtu, based on 8,760 hours of annual operation. Correct this value for actual operating hours and boiler efficiency:
- Annual Energy Recovered = 555 MMBtu/yr x (8,000 hr/yr / 8,760 hr/yr) = 507 MMBtu
- Annual Fuel Cost Savings = (507 MMBtu/yr x $8.00/MMBtu) / 0.80 = $5,070**
**Note that the annual fuel savings are per vent. Often, there are several such vents in a steam facility, and the total savings can be a significantly larger number. The additional heat exchanger cost still needs to be considered, but available literature shows a quick payback for the measure.
Distilled Water Recovery
A useful rule of thumb is that every 500 lb/hr of recovered flash steam provides 1 gallon per minute of distilled water.
Materials Considerations
Depending on the specific application, the vent condenser materials can be either all stainless or mild steel shell with copper tubes. For deaerator vent condensing, a stainless steel heat exchanger is recommended to avoid corrosion due to the high concentrations of gasses. Mild steel can be used for receiver tank vent condensing.
This tip is provided by the U.S. Department of Energy – Energy Efficiency and Renewable Energy and originally published by the Industrial Energy Extension Service of Georgia Tech. For suggested actions and resources, click to download the complete US Department of Energy Tip Sheet.