
Low-pressure steam exhaust from industrial operations such as evaporators or cookers is usually vented to the atmosphere or condensed in a cooling tower. Simultaneously, other plant operations may require intermediate-pressure steam at 20 to 50 pounds per square inch gauge (psig). Instead of letting down high-pressure steam across a throttling valve to meet these needs, low-pressure waste steam can be mechanically compressed or boosted to a higher pressure so that it can be reused.
Vapor recompression relies upon a mechanical compressor or steam jet ejector to increase the temperature of the latent heat in steam to render it usable for process duties. Recompression typically requires only 5% to 10% of the energy required to raise an equivalent amount of steam in a boiler.
Example
Consider a petrochemical plant that vents 15-psig steam to the atmosphere. At the same time, a process imposes a continuous requirement on the boiler for 5,000 pounds per hour (lb/hr) of 40-pounds-per-square-inch-gauge (psig) steam. If 15-psig waste steam is recompressed to 40 psig by an electrically driven compressor, the compression ratio is:
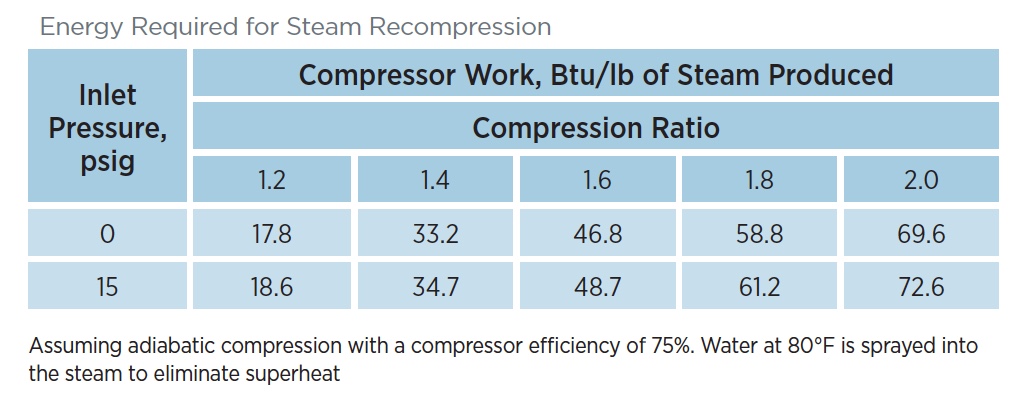
- Compression Ration = [(40 + 14.7)/(15 + 14.7)] = 1.84
Interpolating from the table above, the compressor requires 63.5 Btu/lb of delivered steam. Assuming that electricity is priced at $0.06/kWh, the annual cost of driving the compressor is:
- Compression Operating Cost = [63.5 Btu/lb x 5,000 lb/hr x 8,760 hr/yr x $0.06/kWh]/ 3,413 Btu/kWh = $48,895
If an equivalent quantity of 40-psig steam (enthalpy for saturated steam is 1,176 Btu/lb) were to be supplied by an 80% efficient natural-gas-fired boiler, the steam production costs with fuel priced at $8.00 per million Btu ($8.00/MMBtu) and 70°F feedwater (enthalpy is 38 Btu/lb) are:
- Steam Production Costs = [5,000 lb/yr x (1,176 – 38) Btu/lb x 8,760 hr/yr x $8.00/MMBtu]/(0.80 x 106 Btu/MMBtu) = $498,444
- Annual Vapor Recompression Cost Savings: $498,444 – $48,895 = $449,549
Conduct a Pinch Analysis
Based on the actual application, there may be other options to vapor recompression. The industry best practice is to conduct a pinch analysis on the steam system to reveal cost-effective alternatives and optimize steam use by eliminating inefficiencies.
Contact Campbell-Sevey
For more information on how Vapor Recompression and other ways to recover steam loss, contact the team at Campbell-Sevey.
This tip is provided by the U.S. Department of Energy – Energy Efficiency and Renewable Energy and originally published by the Industrial Energy Extension Service of Georgia Tech. Click to download the complete tip sheet along with suggested actions and resources.